
The entire PurePort™ assembly was designed to be produced from as few mold tools as possible with as few undercuts as possible. All injection molding guidelines and variables were considered including: draft, uniform wall thickness, shrinkage, parting surfaces, gate location, ejector location, ribbing and solving the undercut if necessary. Besides the OEM & custom parts from other suppliers, there are twelve moldings here including one TPE over-mold operation for the port-wipe. All parts come from one of four mold tools: Main Body, Universal Jacket, Male Core or the Overmold mold tool. These are final images, however in practice, many versions, iterations and re-works occurred to arrive at this final detailed design.
Besides the OEM & custom parts from other suppliers, there are twelve moldings here including one TPE over-mold operation for the port-wipe. All parts come from one of four mold tools: Main Body, Universal Jacket, Male Core or the Overmold mold tool. These are final images, however in practice, many versions, iterations and re-works occurred to arrive at this final detailed design.
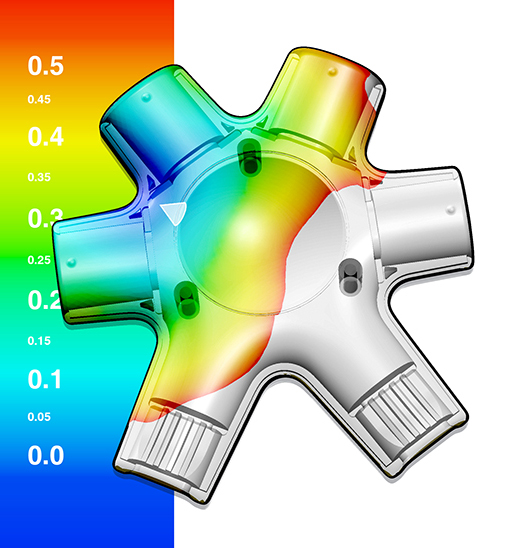
 Presentations like this show the steps involved in preparing parts for manufacture. Design reviews, more specifically, DfM reviews occurred intermittently to ensure the final parts will meet final expectations, requirements and specifications. Draft and wall thickness analysis are two mandatory checks before moving forward to tooling.
Presentations like this show the steps involved in preparing parts for manufacture. Design reviews, more specifically, DfM reviews occurred intermittently to ensure the final parts will meet final expectations, requirements and specifications. Draft and wall thickness analysis are two mandatory checks before moving forward to tooling.

A simple preliminary mold flow was undertaken. Material selection started with ABS however ended with an ABS(70)+PC(30) blend to provide added hardness, rigidity for the snap-fit and scratch resistance during assembly and usage.
Male tool cores are molded from PP for better fatigue resistance during product use. Also, PP offers better over mold compatibility.
After DfM reviews the models & drawings were passed over to the Toolmakers and Production Managers, the mold tools were made from NAK80 steel for use on 120T machines. The Main Body’s four cavity tool was impressive. It’s simple, it’s open shut. The injection location is underneath the bodies via submarine gates. Layout of ejectors in the cores seem to function optimally. The two elongated stems on both cores and cavities appear to be additional alignment features. The bearing red grease is used to show clashes or interference when the mold tool closes.


T0, T1 & T2 trials were undertaken and the following photos and videos show some of the important results. Black ABS polymer was used for the trial parts. During these trials the tools remained unpolished so surfaces are matte and rough. Once polishing occurs, the main production run can begin. First production is planned to produce 5,000 PurePort™ units.


Major relief came after validating the ‘click’ feedback functionality of the male tools and main body. All interference variables enabling the snap-fit could be tuned if needed, by modifying the mold tool, however, first samples proved successful.
To maximize the number of cosmetic faces on the Universal Jacket, parting lines were chosen carefully. The parting lines run down the sides of the jacket and around the rear face. Bumping this jacket off the tool was not possible due to it’s aspect ratio, it was too shallow, and the outer snap-fit hemispheres would foul too much during ejection.

As such, a sliding core side action was required, increasing the cost of the tool, however, providing appropriate cosmetic surfaces around the jacket.

The Universal Jackets were injected in a four cavity mold via pin gates. The surfaces with hemispheres are not molded properly in the photos below as their EDM inserts were out being modified.

The PP male tool cores were molded in one family mold. Gate and ejector marks are no issue here as they are covered by the Universal Jacket. Notice the one sliding core & cam pin at the bottom of the mold tool. This is for the Brush Tool’s bristle holes, a feature that requires a mandatory sliding action.


A few minor sink marks showed in the cores, however, these defects will be hidden by their jackets after final assembly. The Main Body’s halves are joined via ultrasonic welding. The weld geometry was designed for: proper alignment, entrapment of flash & precise control of the weld depth. An energy director, basically a triangular section tracing the entire perimeter of the body, is used to focus the weld.

Weld depth being within tolerance becomes very important to maintain the height dimension. The proper deflection of the main body is needed to create the ‘click’ when tools are snapped into the main body. The snap-fit is dependent on this welding process.
T3 trials were performed using a polished main body tool using the final white polymer.
After much sample analysis and discussion of part details, quality checks and anticipating assembly processes for final mass manufacture, the first full PurePort prototype was produced.


